Dokumentversion: 3.0 (11.03.2010)
Autoren: K. Bothe, U.Sacklowski
Zustand:
in Bearbeitung
Änderungen zur Version 2.2:
Das Dokument wurde umfangreich geändert.
Unter anderem sind die alten Abbildungen ersetzt und zahlreiche
neue Abbildungen hinzugefügt worden.
Des Weiteren wurden u. a. umfangreiche Textergänzungen
vorgenommen und neue Punkte hinzugefügt.
-> zu Details siehe Pkt. 8
Gliederung
0. Gültigkeitsbereich des Dokumentes
1. Überblick
2. Funktionale Beschreibung
2.1 Antriebe zur Positionierung der Probe und des Kollimators
2.2 Anwendungsszenarium
2.3 Bewegung der einzelnen Antriebe
2.4 Messung der Halbwertsbreite
2.5 Hilfefunktion
2.6 Start und Beendigung der Funktion
3. Daten
3.1 Zusammenfassung
3.2 HARDWARE.INI-Datei
3.3 Zulässige Motorpositionen (absolute Positionen)
3.4 Schrittweite
3.5 Bewegungsgeschwindigkeit
4. Fehler
5. Änderungswünsche
6. Offene Fragen bzw. Mängel im Dokument
7. Verwandte Dokumente
8. Änderungen am Dokument
9. Quellen des Dokuments
10. Glossar
Das Dokument bezieht sich ausschließlich auf den Bereich der Topographie. Eine Verallgemeinerung des Dokumentes hinsichtlich der Diffraktometrie/Reflektometrie und sonstiger Messplätze steht noch aus.
Topographiespezifisch sind insbesondere die Anzahl und die Bezeichnungen der Motoren, sowie das Auswahlfeld 'Antrieb-Schnellwahl'. Des Weiteren sind einige der aufgeführten Werte aus der HARDWARE.INI-Datei spezifisch für den Topographiearbeitsplatz RTK4.
Von hohem Allgemeinheitsgrad sind die Punkte 2.3 - 2.6.
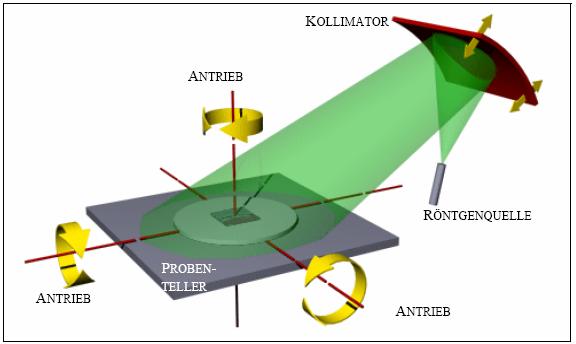
Aufgabe der Funktion Probe und Kollimator manuell justieren (alt) ist es, eine Probe und einen Kollimator im dreidimensionalen Raum für ein physikalisches Experiment zu positionieren. Bei der Topographie stehen dafür für die auf einem Probenteller und einer Glasscheibe liegenden Probe vier unterschiedliche Antriebe zur Verfügung, zwei für die Kippung der Probe in der Kollimator-Probenteller-Ebene, einer für die Kippung senkrecht dazu und einer für die Drehung. Zusätzlich krümmt ein weiterer Antrieb den Kollimator (Halbleiterplättchen zur Ablenkung und Auffächerung des Röntgenstrahls) (Abb. 1.1).
Abb. 1.1: Freiheitsgrade des Probentellers und des Kollimators
Die Positionierung erfolgt schrittweise durch manuelle Einstellung
über eine Dialogbox, die zur Einzelbewegung der Motoren führt.
Die Güte der aktuellen Einstellung wird an einem realen Arbeitsplatz akustisch über Detektorsignale und weiterhin dort sowie an einem simulierten Arbeitsplatz im Zählerfenster über die angezeigte Zählrate
und in der Dialogbox 'Manuelle Justage' (Abb. 2.1) über die Messung der Halbwertsbreite kontrolliert. Dabei unterscheidet sich ein realer Arbeitsplatz von einem simulierten durch die Verfügbarkeit realer Geräte (Motoren und Detektoren) gegenüber softwäremäßig simulierten an einem simulierten Arbeitsplatz. An einem simulierten Arbeitsplatz ist die Dialogbox (Abb. 2.1) in ihrer Handhabung und ihrem Verhalten von einem realen Arbeitsplatz nicht zu unterscheiden - einzig in der Bewegungsgeschwindigkeit der Motoren können Abweichungen auftreten. Die Benutzung realer oder simulierter Motoren ist in der HARDWARE.INI anzugeben (Pkt. 3). Weitere Ausführungenn zu den simulierten Detektoren sind in den Dolumenten unter Entwicklerdokumentation > Tabelle zu den Entwicklerdokumenten > Detektornutzung > Analyse und Definition > Allg. Beschreibung > Simulation der Detektoren zu finden.
Nach Abschluss der manuellen Justage für die Probe und für den Kollimator wird der Vorgang der Topographie
über separate Dialogboxen parametrisiert, gestartet und kotrolliert - siehe dazu die beiden Dokumente Einstellungen der Parameter für die Topographie(v3.1) und Start und Kontrolle der Topographie(v3.0), zu finden unter Entwicklerdokumentation > Tabelle zu den Entwicklerdokumenten > Topographie > Analyse und Definition > Allg. Beschreibung.
Die Teilfunktionen für die Funktion 'Probe und Kollimator manuell justieren (alt)' werden über die Dialogbox 'Manuelle Justage' bereitgestellt.

Abb. 2.1: Dialogbox für die Manuelle Justage
Sie beziehen sich auf
- die Antriebe (Pkt. 2.1),
- die aktuelle Antriebsposition (Pkt. 2.3a),
- die relative Null (Pkt. 2.3b),
- die Betriebsart und den Start der Bewegung (Pkt. 2.3c),
- die Bewegungsgeschwindigkeit (Pkt. 2.3d),
- die Reaktionen auf unzulässige Eingaben (Pkt. 2.3e),
- das Stoppen der Bewegung (Pkt. 2.3f),
- die Messung der Halbwertsbreite (Pkt. 2.4) und
- die Hilfefunktion (Pkt. 2.5).
2.1 Antriebe zur Positionierung der Probe und des Kollimators
Für die Positionierung der Probe stehen bei der Topographie vier unterschiedliche Antriebe (synonym: Motoren) zur Verfügung. Es handelt sich um die Antriebe
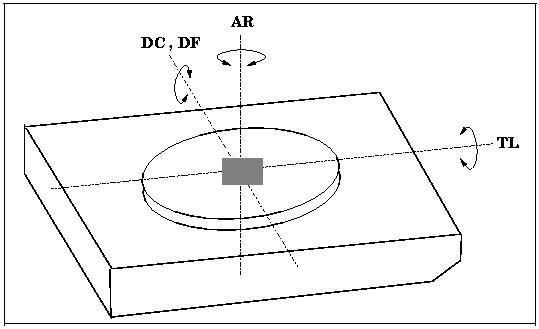
Abb. 2.2: Freiheitsgrade des Probentellers bei der Topographie
(Probe auf einer Glasscheibe und dem Probenteller liegend.)
In der Dialogbox 'Manuelle Justage' kann über die Klappliste 'Aktueller Antrieb' ein aktueller Antrieb aus den fünf oben genannten ausgewählt werden und über die 'Antrieb-Schnellwahl' einer der Antriebe 'Beugung Fein', Tilt' oder 'Kollimator' (Abb. 2.3). Eine Schnellauswahl ist auch über die Tastenkombination ALT+B (Beugung Fein), ALT +T (Tilt) und ALT+K (Kollimator) möglich. Alle Werte in der Dialogbox beziehen sich dann auf diesen aktuellen Antrieb, wodurch zu einem Zeitpunkt durch die Dialogbox immer nur in die Steueung eines Antriebs eingegriffen werden kann.

Abb. 2.3: Antriebe zur Positionierung der Probe und des Kollimators
Die Antriebe (Motoren) werden unabhängig voneinander bedient und können gleichzeitig in Bewegung sein. Lediglich die Antriebe DF und DC können sich nicht gleichzeitig bewegen, da sie in derselben Bewegungsrichtung wirken. Eine gleichzeitige Bewegung zweier Antriebe wird wie folgt ausgelöst: Der aktuelle Motor wird in Bewegung gesetzt. Während sich dieser in Bewegung befindet, wird ein anderer Antrieb ausgewählt und bei diesem ebenfalls eine Bewegung ausgelöst.
Befindet sich ein Antrieb in Bewegung, so ist seine Bewegung über Bewegungsparameter, wie Geschwindigkeit, Schrittweite oder Sollposition (Pkt. 2.3.c), nicht änderbar, bis er die gewünschte Endposition erreicht hat. Allerdings verhält sich die Oberfläche softwareergonomisch schlecht. Gibt man z.B. während der Bewegung im Direkt- oder Fahrbetrieb einen neuen Winkel ein, wird der neue Winkel auf den momentanen Winkelwert gesetzt bis der alte Eingabewert erreicht ist. (#Wunsch: besser: erst keine Eingabe ermöglichen). Eingaben zu anderen Antrieben sind (wie oben beschrieben) möglich.
Vor jedem physikalischen Experiment werden mit Hilfe der genannten Antriebe die Probe positioniert und die Krümmung des Kollimators eingestellt. Hierzu werden vom Benutzer über die Dialogbox 'Manuelle Justage' für jeden Antrieb die einzustellenden Positionen (Soll-Positionen) angesteuert. Je nach gewählter Betriebsart (s. u.) werden die Antriebe in unterschiedlicher Weise von ihrer aktuellen Position (Ist-Position) auf die Soll-Position gefahren. Die Soll-Positionen hängen von der jeweiligen Probe ab und werden erst im Laufe der Einstellung ermittelt.
Zunächst werden die Antriebe DC und AR eingestellt. Danach im Wechsel (iterativer Prozess) die drei anderen Antriebe: DF, TL, CC (deshalb als Schnellauswahl im Dialogfenster bereitgestellt). Der iterative Prozess wird ca. 20 - 60 Mal wiederholt, bis die vom Detektor gemessene Röntgenstrahlung dem erwartete Maximalwert möglichst nahe kommt. Dies kann zusätzlich mit einer Messung der Halbwertsbreite (Pkt.. 2.4) kontrolliert werden. Je geringer die Halbwertsbreite ist, desto besser ist die Probe eingestellt.
2.3 Bewegung der einzelnen Antriebe
Die folgenden Angaben treffen auf jeden Antrieb zu:

Anmerkung: Der absolute Nullpunkt eines Antriebs wird vor Nutzung der 'Manuellen Justage' mittels eines Referenzpunktlaufes über die Dialogbox 'Reference Point Handling' ermittelt. Dieser entspricht per definitionem dem Ursprung des verwendeten Koordinatensystems der absoluten Positionen . Der absolute Nullpunkt liegt im allgemeinen mittig zwischen der physikalisch minimalen und maximalen Position.
Ausnahme:
Text im Kopf der Dialogbox: Gibt einen Hinweis auf die Gültigkeit der
angezeigten Ist-Postion (Anzeigefeld: 'Winkel') nach der Initialisierung
des Systems (Programmstart):

Die relative Null wird von den Physikern häufig benutzt, um nach abgeschlossener Justage und vor dem Starten der eigentlichen Messung alle Winkel auf die definierte Ausgangspositon Null zu setzen.
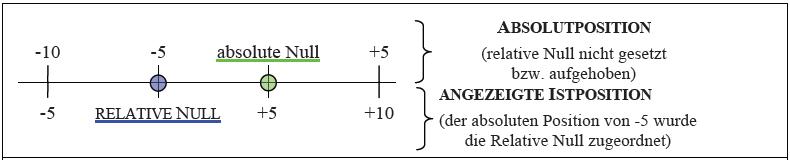
Abb. 2.6: Absolute und Relative Null
Bsp.: Die Ist-Position -5 wird zur relativen Null
erklärt.
Anm.: Das Setzen der relativen Null hat eine Auswirkung auf den
als 'Winkel' bzw. 'Neuer Winkel' gültigen Wertebereich. Wenn
z.B. die relative Null auf den minimalen Winkel gesetzt wurde, können
nur noch positive Winkelpositionen auftreten. Die relative Null kann
nicht bei laufendem Motor gesetzt werden.
Beim Setzen der relativen Null wird der 'Schieberegler' auf die Mitte
gesetzt. Beim Aufheben der relativen Null wird wieder der Absolutwert der aktuellen Position angezeigt. Der 'Schieberegler' wird entsprechend gesetzt.

Abb. 2.8: Fehlerinformation nach Eingabe keiner Dezimalzahl
Ebenfalls zu einer Reaktion des Programms kommt es, wenn zwar eine Dezimalzahl eingegeben wird, sie aber hinsichtlich der Stelligkeit, der Anzahl der Nachkommastellen und des Zahlenwertes außerhalb des zulässigen Bereiches liegen, wie er in der HARDWARE.INI vereinbart ist (Pkt. 3.2). In diesem Fall erfolgt eine automatische Korrektur.
(#Wunsch: Sinnvoll, jedoch derzeit nicht realisiert:
Bei unzulässigen Eingaben wird der Benutzer durch einen Warnton akustisch
gewarnt)

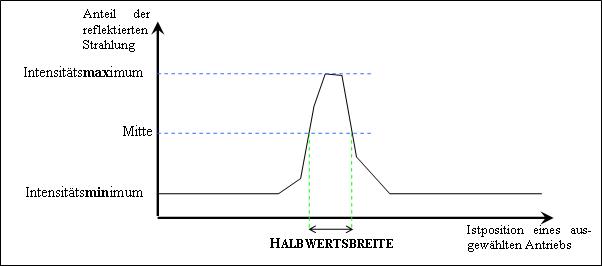
2.4 Messung der Halbwertsbreite
Die Halbwertsbreite stellt ein Maß für die Güte der Positionierung dar. Je kleiner die Halbwertsbreite, desto besser ist die Justierung der Probe. Justierung bezieht sich dabei auf alle an der Justage beteiligten Antriebe.
Mit der Betätigung von [Halbwertsbreite messen] wird die Messung der Halbwertsbreite für die aktuelle Position der Probe ausgelöst. (Statt [Halbwertsbreite messen] wird dies auch durch die Tastaturkombination ALT+H erreicht.) Sie wird über den Antrieb 'Beugung Fein' mit einer Schrittweite von 0,4 Sekunden durchgeführt. Der Detailablauf lässt sich am anschaulichsten anhand der grafischen Darstellung für die Halbwertsbreite verdeutlichen.
Ausgehend von der aktuellen Ist-Position sucht das Programm die Richtung, nach der hin die Intensität ansteigt. Weiter wird in dieser Richtung das Maximum gesucht. Ist dieses gefunden, wird Beugung Fein zurückgefahren, bis die gemessene Intensität den halben Wert des Maximums hat. Hier wird die Winkelposition gemerkt. Nachfolgend wird wieder in Richtung Maximum gefahren und dann so weit darüberhinaus, bis auch dort wieder die Intensität den halben Intensitätswert des Maximums erreicht. Die Differenz zwischen dieser Motorposition und der zuvor gemerkten ergibt dann die Halbwertsbreite.
Dieser Detailablauf wird über spezielle Programmmakros realisiert (siehe das Dokument 'Makroverarbeitung im XCTL-System', zu finden unter Entwicklerdokumentation > Tabelle zu den Entwicklerdokumenten > Ablaufsteuerung > Allg. Beschr. > Syntaxbeschreibung von David Damm). Diese werden während der Ermittlung der Halbwertsbreite neben den aktuelle Winkelangeben (Beugung Fein) und der zugehörigen Intensität im 'unteren Teil des XCTL-Fensterrahmens' angezeigt.
Nach dem Abschluss der Messung erscheint eine Message-Box mit dem Ergebnis. Daten werden durch diese Messung nicht in einer Datei abgelegt.
Beispiel für das Szenario einer Halbwertsbreitenmessung:
In dem XCTL-Programmverzeichnis gibt es eine Datei TESTDEV.DAT. Hier sind die an einem Topographiemessplatz der Physik von einem Detektor während des Justagevorganges einer Probe erfassten Daten enthalten. Dabei beziehen sich diese Daten auf den abschließenden Teil der Justage, in dem ausschließlich über die Antriebe Beugung Fein, Tilt und Kollimator bewegt wird.Für die Halbwertsbreitenmessung sollte die Intensitätsverteilungskurve nicht zu flach sein, damit die Messung der Halbwertsbreite nicht so lange dauert. Dies ist für die Daten der TESTDEV.DAT bei Tilt=0, Kollimator=0 und Beugung Fein in einem Bereich von -120 bis -50 Sekunden der Fall. Die Verteilungskurve über diesen Beugung Fein-Bereich zeigt Abb. 2.10.
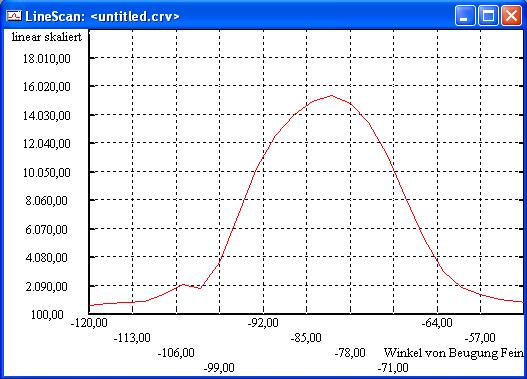
Abb. 2.10: LineScan für Tilt=0 und Kollimator=0 und einer Bewegung über Beugung Fein.
Aus der Kurve ist ersichtlich, dass der Peak bei etwa -80 Sekunden liegt und dort eine Impulsrate von etwa 15500 gemessen wird. Teilt man 15500 durch 2, erhält man 7750. Die beiden dazugehörenden Beugung Fein-Winkelwerte (linke und rechte Flanke) liegen geschätzt bei etwa -96 und -68 Sekunden, was einer Halbwertsbreite von 28 entsprechen würde.
Nun die Schrittfolge, wie man zu dieser Kurve gelangt:
(Eine detaillierte Beschreibung der StepScan-Funktion findet sich in dem Dokument 'LineScan: Einstellung der Parameter, Start und Kontrolle' zu finden unter
> Benutzer-Dok. > Benutzerleitfäden > Darstellung von Messdaten > LineScan (27.03.2003)).
1. Fahren zu der Ausgangsposition
Über die Dialogbox 'Manuelle Justage' fahren nach Tilt=0, Kollimator=0 und Beugung Fein=-120.
2. LineScan-Fenster aufrufen, spezielle Werte vorgeben und den Scan durchführen
Der LineScan-Fensteraufruf erfolgt über das Menü > Öffnen > LineScan-Fenster. Einstellungen sind nun über das PopUp-Menü möglich. Zuerst werden über das PopUp-Menü 'Setup StepScan...' die StepScan-Werte eingegeben - siehe Abb. 2.11.
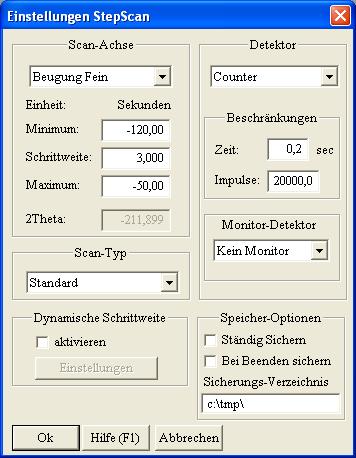
Abb. 2.11: Eingabe der StepScan-Werte
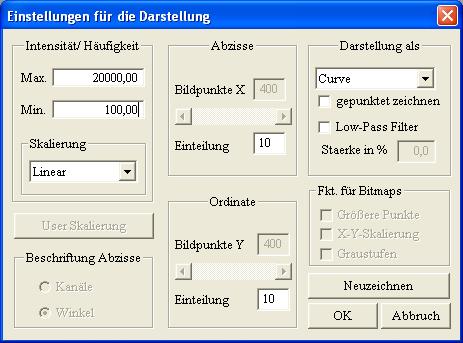
Nun folgen die Angaben zum LineScan-Fenster über das PopUp-Menü 'Darstellungs-Optionen...' - siehe Abb. 2.12.
 .
.
Abb. 2.12: Eingabe der StepScan-Darstellungswerte
Schließlich wird der Scan über das PopUp-Menü 'StepScan starten' gestartet worauf die Kurve aus Abb. 2.4 gezeichnet wird. Die Frage nach einem Protokollbuch-Eintrag nach dem Start sollte verneint werden.
Für das Messen der Halbwertsbreite über die Dialogbox 'Manuelle Justage' wäre die LineScan-Fenster-Funktion nicht nötig - dies soll nur dem tieferen Verständnis dienen.
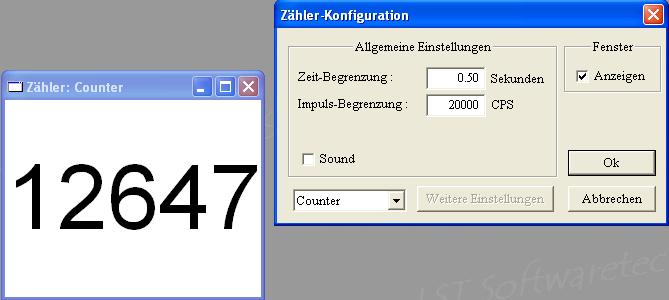
Im vorliegenden Beispiel würde man zuerst den aktuellen Detektor 'Counter' wählen. Anschließend werden Tilt, Kollimator und Beugung Fein positioniert und die Halbwertsbreitenmessung gestartet.
Nun die Schrittfolge - zuerst die Wahl des Detektors:
(Eine detaillierte Beschreibung hierzu findet sich in dem Dokument '0-dimensionale Detektoren, Teilfunktion Zählerfenster', zu finden unter
> Entwicklerdokumentation > Tabelle zu den Entwicklerdokumenten > Detektoren > Analyse und Definition > Allg. Beschreibung > 0-dimensionale Detektore > Dokument v.2.06.)
Der Zählerfenster-Aufruf erfolgt über das Menü > Einstellungen >Detektoren > Detektoren.... Die passenden Werte zum vorliegende Beispiel und das abschließende Anzeigen des Zählerfensters sind der Abb. 2.13 zu entnehmen.
 .
.
Abb. 2.13: Zähler-Konfiguration und Anzeige des Zählerfenster
Danach die Positionierung der Antriebe und der Start der Halbwertsbreiten-Messung:
Mittels der Dialogbox 'Manuelle Justage' werden Tilt und der Kollimator auf 0 und Beugung Fein auf die linke Flanke positioniert - also z.B. auf -90 Sekunden. Danach drückt man [Halbwertsbreite messen]. Das Programm führt die Messung durch, zeigt dabei die aktuellen Zählerwerte im 'Zähler'-Fenster an und gibt abschließend das Ergebnis in einer Message-Box 'Information' aus ( Abb. 2.14). Die Ermittlung der Halbwertsbreite dauert in dieser Einstellung nur wenige Minuten.
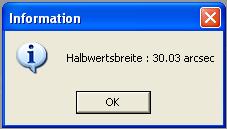
Abb. 2.14: Ergebnismitteilung der Halbwertsbreitenmessung
Man sieht, das der durch das Programm ermittelte Wert nahe dem weiter oben geschätzten liegt.
Mit der Betätigung von [Hilfe (F1)] oder der F1-Taste werden Informationen zur Manuellen Justage angezeigt. Diese umfassen die Dialogbox, Tastaturbelegungen und einige Anmerkungen. #Wunsch: Die Dialogbox ist durch die aktuelle zu ersetzen und die Anmerkungen sind umfangreich zu ergänzen.
2.6 Start und Beendigung der Funktion
Der Start der Funktion 'Probe und Kollimator ... (alt)' erfolgt über den Menüpunkt > Ausführen > Manuelle Justage (Alt) .... In der sich öffnenden Dialogbox wird der erste Motor aus der HARDWARE.INI angezeigt.
Beendet wird die Funktion über den [Knopf 'Verlassen'] oder über den [Fensterschließ-Knopf 'X].
Eine Beeinflussung des Systemverhaltens ist durch die Daten aus der Dialogbox und den beiden ini-Dateien XCONTROL.INI und HARDWARE.INI möglich. Dabei enthält die XCONTROL.INI allgemeine Programmparameter (siehe dazu das Dokument 'Konfigurationsdateien: develop.ini bzw. xcontrol.ini', zu finden unter > Entwicklerdokumentation > Tabelle zu den Entwicklerdokumenten > Gesamtsystem u. Systeminit. > Design > Konf.-Dateien > <progr.-name>.ini) und die HARDWARE.INI gerätespezifische Parameter, so auch solche zu den Motoren (Pkt. 3.2). XCONTROL.INI und HARDWARE.INI befinden sich im allgemeinen im selben Verzeichnis, in dem auch das XCTL-Programm XCONTROL.EXE zu finden ist. Die HARDWARE.INI kann auch verschoben werden, wofür dann ein entsprechender Verweisparameter in der XCONTROL.INI erforderlich ist.
Über die Dialogbox 'Manuelle Justage' kann eine Reihe von Daten zur Motorbewegung eingegeben werden:
Eine Reihe von Angaben der HARDWARE.INI-Datei bestimmt charakteristische Parameter
der Motoren. Eine vollständige Aufzählung der motorspezifischen
Parameter findet sich im Dokument 'Verhaltensspezifikation: XCTL-Steuerprogramm,
Teil: Motorsteuerungs-Komponente', zu finden unter: > Entwicklerdokumentation > Tabelle zu den Entwicklerdokumenten > Motorsteuerung > Allg. Beschr. > Verhaltensspezifikation v.0.9.
Weitere Details finden sich auch in dem Dokument "Pflichtenheft neue 'Manuelle Justage'", hier im Pkt. 'III Daten', zu finden unter > Entwicklerdokumentation > Tabelle zu den Entwicklerdokumenten > Manuelle Justage> Allg. Beschr. > Pflichtenheft (neues System) > Manuelle Justage-v2.5.
Diese Angaben werden durch den Nutzer gesetzt. Hierfür werden einige Programmfunktionen bereitgestellt, wie etwa der 'Referenzpunktlauf', alle zu finden in dem bereits oben erwähnten Dokument 'Verhaltensspezifikation: XCTL-Steuerprogramm,
Teil: Motorsteuerungs-Komponente'.
Zu Beginn einer Sitzung (Programmstart) wird die ini-Dateien gelesen,
wodurch eine Steuerung des Dialogs über die in der HARDWARE.INI-Datei gesetzten
Werte erfolgt.
Anmerkung: Neben der Möglichkeit, HARDWARE.INI-Datei-Angaben über Dialogboxen zu setzen, kann der Anwender die HARDWARE.INI-Datei auch direkt editieren, wovon tatsächlich Gebrauch gemacht wird. Die dadurch hervorgerufenen unkontrollierten Veränderungen stellen eine kritische Fehlerquelle dar.
3.3 Zulässige Motorpositionen (absolute Positionen)
Für die Antriebe DC, DF und TL erfolgt die Eingabe der Soll-Position
in Winkelsekunden (1 Grad = 3.600 Winkelsekunden), für den Antrieb
AR in Grad und für den Antrieb CC in Mikrometer. Anmerkung: Die Angabe Winkelsekunde wird nicht einheitlich benutzt. Teilweise wird hierfür Sekunden oder arcsec verwendet. #Wunsch: Dies ist zu vereinheitlichen.
Die zulässigen Wertebereiche finden sich als Konstanten
in der ini-Datei: AngleMin, AngleMax für den jeweiligen Antrieb.
Die Werte in der ini-Datei entsprechen nicht unbedingt der physisch maximalen
Position! Falls sie die physisch maximale Position überschreiten,
wird das Programm diesen Spezialfall abfangen. Außerdem gibt es zwei
Konstanten in der ini-Datei für die Auflösungsweite: AngleWidth, PositionWidth.
(#Frage: Eine - welche - ist für die Darstellung in der Scrollbar
bestimmt).
Beispiel für Konstanten AngleMin, AngleMax, AngleWidth einer speziellen
ini-Datei:
Anmerkung:
Ist-Positionen und Soll-Positionen in den Eingabefeldern 'Winkel'
und 'neuer Winkel' werden als relative Positionen (bzgl. der relativen
Null) eingetragen. Damit hat das Setzen der relativen Null Auswirkungen
auf den Wertebereich der relativen Positionen für die Wahl der
Winkel-Angaben.
Anmerkung:
Winkelangaben des Nutzers werden intern in Motor-Encoderschritte umgeformt. Ein Encoderschritt ist die minimale Bewegung, die ein Motor (physisch)
ausführen kann. Damit ist mit einer Transformation von eingegebenen
Winkeln eine Rundung in ganzzahlige Encoderschritte verbunden (#Frage:
Wie gerundet?). Die minimalen bzw. maximalen Positionen eines Motors als
Encoderschritte werden in der ini-Datei durch Konstanten angegeben: PositionMin,
PositionMax.
Für die Antriebe DF, DC und TL erfolgt die Eingabe der Schrittweite in Winkelsekunden, für den Antrieb AR in Grad und für den Antrieb CC in Mikrometer. Die zulässigen Wertebereiche findet man für jeden Antrieb als Konstanten in der ini-Datei: MinimalWidth, MaximalWidth
Beispiel (aus einer speziellen ini-Datei entnommen):
Für die Antriebe DF, DC und TL erfolgt die Eingabe der Bewegungsgeschwindigkeit in Winkelsekunden/Sekunde, für den Antrieb AR in Grad/Sekunde und für den Antrieb CC in Mikrometer/Sekunde. Die zulässigen Wertebereiche findet man als Konstante in der ini-Datei: MaxVelocity für den jeweiligen Antrieb.
Beispiel (aus einem speziellen ini-File entnommen):
Siehe im vorliegenden Dokument auch unter #Fehler.S
Siehe im Dokument auch unter #Wunsch
bisherige Arbeitsweise: Editieren in der ini-Datei. um persönliche Einstellungen auf der Grundlage vorheriger Versuchsreihen vorzunehmen. Diese Arbeitsweise ist problematisch und führte in der Vergangenheit zu schwer zu lokalisierenden Fehlern.
Sinnvoll: Erarbeitete manuelle Einstellungen sollte man in unterschiedlichen Dateien retten können. Damit kann man mit verschiedenen Ausgangssituationen operieren (Versuchsreihen)
Kontrollierte Einstellungen der ini-Datei-Parameter nur im Dialog mit Überprüfung der logischen Konsistenz der Werte sowie der Möglichkeit, die Einstellungen in einer privaten ini-Datei zu retten (s. o.)
Achtung: bestimmte gerätespezifische Parameter des ini-Files sollten nach einer gesicherten Einstellung geschützt werden (keine Notwendigkeit der Änderung im normalen Betrieb). Hierzu zählen: IOADDR, RamAddr, Torque, RemoveLimit, Koeff_1/2/3
damit: Splitten der ini-Datei in zwei Dateien:
- geschützte Daten
- änderbare Daten
Siehe im Dokument auch unter #Frage
Version 3.0: Änderungen zur Version 2.2:
Version 2.2: Änderungen zur Version 2.1:
Version 1.1: Änderungen zur Version 1.01:
Hier werden einige Begriffe erläutert - weitere sind im zentralen Glossar zu finden.